ইংরেজি
ইংরেজি সিএন
সিএন 86-573-88890126
86-573-88890126
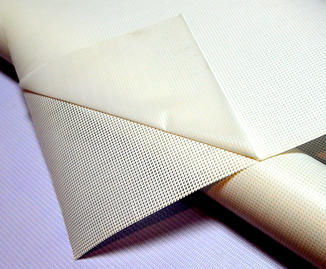
উচ্চ-রেজোলিউশন গ্রাফিক্স প্রিন্ট করা হচ্ছে পিভিসি টারপলিন বহিরঙ্গন বিজ্ঞাপন, ব্যানার এবং শিল্প সাইনেজের জন্য একটি আদর্শ প্রয়োজন হয়ে উঠেছে। যাইহোক, এই অ-ছিদ্রহীন, নমনীয় উপাদানে তীক্ষ্ণ, ধোঁয়া-মুক্ত ফলাফল অর্জন করা অনেক প্রিন্টারের জন্য একটি প্রযুক্তিগত চ্যালেঞ্জ রয়ে গেছে। কাগজ বা ফ্যাব্রিকের বিপরীতে, পিভিসি টারপলিন সহজেই কালি শোষণ করে না। এর মসৃণ, প্লাস্টিকাইজড পৃষ্ঠের উপরে কালি বসতে পারে, যার ফলে ধোঁয়া, দুর্বল আনুগত্য এবং সূক্ষ্ম বিবরণ নষ্ট হয়ে যায়।
পিভিসি টারপলিনের সারফেস বোঝা
PVC টারপলিন হল পলিভিনাইল ক্লোরাইড (PVC) এর স্তরগুলির মধ্যে পলিয়েস্টার স্ক্রিম স্যান্ডউইচ থেকে তৈরি একটি যৌগিক উপাদান। জল, UV বিকিরণ এবং ছিঁড়ে যাওয়ার সহজাত প্রতিরোধ এটিকে বহিরঙ্গন ব্যবহারের জন্য আদর্শ করে তোলে। যাইহোক, এই একই বৈশিষ্ট্যগুলি মুদ্রণের জন্য এটি কঠিন করে তোলে। নমনীয়তা বজায় রাখার জন্য পৃষ্ঠটি সাধারণত প্লাস্টিকাইজার দিয়ে চিকিত্সা করা হয়। সঠিকভাবে প্রস্তুত বা সঠিক কৌশলের সাথে মুদ্রিত না হলে, কালি স্থানান্তরিত হতে পারে, দাগ দিতে পারে বা সমানভাবে নিরাময় করতে ব্যর্থ হতে পারে।
ধারাবাহিকভাবে ধোঁয়া-মুক্ত আউটপুট উত্পাদন করতে, আপনাকে অবশ্যই তিনটি ভেরিয়েবল নিয়ন্ত্রণ করতে হবে: পৃষ্ঠ শক্তি, কালি রসায়ন এবং নিরাময় পরামিতি। এগুলোর যেকোন একটিকে উপেক্ষা করার ফলে হ্যান্ডলিং করার সময় অস্পষ্টতা, কালি পুলিং বা ঘষে যাওয়ার মতো ত্রুটি দেখা দিতে পারে।
প্রাক-মুদ্রণ পৃষ্ঠ প্রস্তুতি
উপেক্ষিত পদক্ষেপ পৃষ্ঠ প্রস্তুতি. অনেক মুদ্রণ প্রদানকারী অনুমান করেন যে পিভিসি টারপলিনের নতুন রোলগুলি মুদ্রণের জন্য প্রস্তুত। বাস্তবে, অবশিষ্ট প্লাস্টিকাইজার, ধুলো বা ছাঁচ-মুক্তি এজেন্ট কালি বন্ধনে হস্তক্ষেপ করতে পারে।
একটি সহজ কিন্তু কার্যকর পরিষ্কারের প্রোটোকলের মধ্যে একটি লিন্ট-মুক্ত কাপড় এবং একটি হালকা আইসোপ্রোপাইল অ্যালকোহল দ্রবণ (70% ঘনত্ব) ব্যবহার করা জড়িত। মুদ্রণের আগে পৃষ্ঠটি হালকাভাবে মুছুন। রোল-টু-রোল সিস্টেমের জন্য, একটি করোনা চিকিত্সা ইউনিট ইনস্টল করার কথা বিবেচনা করুন। করোনা চিকিৎসা PVC টারপলিনের পৃষ্ঠের শক্তিকে প্রায় 35 ডাইন/সেমি থেকে 50-55 ডাইন/সেমি পর্যন্ত বাড়িয়ে দেয়। এই উচ্চতর শক্তির স্তরটি কালি ফোঁটাগুলিকে সমানভাবে ছড়িয়ে পড়তে এবং মাইক্রো-টেক্সচারে লক করতে দেয়, যা মারাত্মকভাবে ধোঁয়াশাকে হ্রাস করে।
| ফ্যাক্টর | চিকিৎসার আগে | যথাযথ চিকিৎসার পর |
|---|---|---|
| পৃষ্ঠ শক্তি | ~35 ডাইন/সেমি | 50-55 ডাইন/সেমি |
| কালি যোগাযোগ কোণ | উচ্চ (বিডিং) | কম (প্রসারণ) |
| ধোঁয়াটে ঝুঁকি | উচ্চ | কোনটাই কম নয় |
| প্রিন্ট তীক্ষ্ণতা | পরিমিত | উচ্চ-resolution capable |
সঠিক কালি সিস্টেম নির্বাচন করা হচ্ছে
সমস্ত কালি পিভিসি টারপলিনের সাথে সামঞ্জস্যপূর্ণ নয়। দ্রাবক, ইকো-দ্রাবক, UV-নিরাময়যোগ্য, এবং ল্যাটেক্স কালি ভিন্নভাবে আচরণ করে। ধোঁয়া ছাড়াই উচ্চ-রেজোলিউশনের কাজের জন্য, দুটি ধরণের আধিপত্য রয়েছে:
-
দ্রাবক/ইকো-দ্রাবক কালি: এগুলি পিভিসি স্তরকে নরম করে সামান্য পৃষ্ঠে প্রবেশ করে। এগুলি ভাল স্ক্র্যাচ প্রতিরোধের অফার করে তবে পর্যাপ্ত বায়ুচলাচল এবং দীর্ঘ শুকানোর সময় প্রয়োজন। কালি বেশি লাগালে বা অতিরিক্ত তাপ দিয়ে শুকিয়ে গেলে ধোঁয়া উঠতে পারে।
-
UV- নিরাময়যোগ্য কালি: এইগুলি অতিবেগুনী আলোর অধীনে অবিলম্বে নিরাময় করে, পৃষ্ঠের উপর একটি কঠিন ফিল্ম গঠন করে। তারা সবচেয়ে তীক্ষ্ণ সূক্ষ্ম বিবরণ এবং শূন্য ধোঁয়া উৎপন্ন করে কারণ কালি ছড়িয়ে পড়ার আগেই শক্ত হয়ে যায়। খারাপ দিকটি সামান্য কম নমনীয়তা; পাতলা টারপলিন ভাঁজ করার সময় ফাটতে পারে।
-
ক্ষীরের কালি: একটি পলিমারিক রজন সহ জল-ভিত্তিক যা তাপের সাথে ফিউজ হয়। এগুলি চিকিত্সা করা পিভিসি টারপলিনে ভাল কাজ করে এবং একবার নিরাময় হয়ে গেলে ধোঁয়া-প্রতিরোধী হয়। যাইহোক, তাপ সেটিংস অবশ্যই সুনির্দিষ্ট হতে হবে যাতে উপাদানটি বিকৃত না হয়।
স্মাজ-মুক্ত উচ্চ-রেজোলিউশন প্রিন্টের জন্য, UV-নিরাময়যোগ্য মুদ্রণ হল নির্ভরযোগ্য পছন্দ, বিশেষ করে বারকোড বা ছোট পাঠ্যের মতো বিস্তারিত গ্রাফিক্সের জন্য।
আপনার সরঞ্জামে প্রিন্ট সেটিংস অপ্টিমাইজ করা
এমনকি ভাল প্রস্তুতি এবং কালি সহ, ভুল মেশিন সেটিংস আউটপুট নষ্ট করে। এই পরামিতিগুলিতে ফোকাস করুন:
1. কালি স্তর বেধ - উচ্চ রেজোলিউশন মানে বেশি কালি নয়। প্রকৃতপক্ষে, অত্যধিক কালি ধোঁয়ার ঝুঁকি বাড়ায় কারণ দ্রাবক বা জলের বাহক বাষ্পীভূত হতে বেশি সময় নেয়। ভেরিয়েবল ডট প্রিন্টিং মোডগুলি ব্যবহার করুন যা পৃষ্ঠকে প্লাবিত করার পরিবর্তে ছোট ফোঁটা (যেমন, 6-12 পিকোলিটার) রাখে।
2. পাস নম্বর - ক্রমবর্ধমান পাস বিস্তারিত উন্নত কিন্তু উত্পাদন ধীর. PVC টারপলিনের জন্য, 6 থেকে 10 পাস সাধারণত গতি এবং গুণমানের ভারসাম্য বজায় রাখে। এর বাইরে, চিমটি রোলারের নিচে ভেজা কালি জমে এবং দাগ পড়ে।
3. আন্তঃ পাস শুকানোর – মাল্টি-পাস প্রিন্টিং-এ, পরেরটি প্রয়োগ করার আগে প্রতিটি স্তর সেট করতে ইন্টার-পাস শুকানোর (কম তাপ বা বায়ু প্রবাহ) সক্ষম করুন। এটি দ্রাবক এবং ল্যাটেক্স কালির জন্য গুরুত্বপূর্ণ।
4. ভ্যাকুয়াম এবং টান - দুর্বল ভ্যাকুয়াম টারপলিনকে উত্তোলন করে, যার ফলে মাথায় আঘাত এবং কালি দাগ হয়। মাঝারি থেকে উচ্চ ভ্যাকুয়াম চাপ সেট করুন। পার্শ্বীয় আন্দোলন এড়াতে টান সামঞ্জস্য রাখুন।
তাপমাত্রা এবং নিরাময় কৌশল
মুদ্রণের কয়েক দিন পরে প্রায়ই ধোঁয়া দেখা যায়। এই বিলম্বিত ত্রুটি সাধারণত অসম্পূর্ণ নিরাময় বা প্লাস্টিকাইজার স্থানান্তরের কারণে হয়। পিভিসি টারপলিনে স্থানান্তরিত প্লাস্টিকাইজার রয়েছে যা এটিকে নমনীয় রাখে। যদি কালি স্তরটি সম্পূর্ণরূপে ক্রসলিঙ্ক বা শুকিয়ে না যায়, তাহলে এই প্লাস্টিকাইজারগুলি সময়ের সাথে সাথে কালি ফিল্মটি দ্রবীভূত করতে পারে, যার ফলে একটি আঠালো, দাগযুক্ত চেহারা হয়।
দ্রাবক কালির জন্য - রোলিং বা ভাঁজ করার আগে একটি পরিষ্কার, উষ্ণ পরিবেশে 24-48 ঘন্টা বাতাস শুকানোর অনুমতি দিন। জোরপূর্বক গরম বাতাস (40-50°C) এটিকে 2-4 ঘন্টা কমিয়ে দেয় কিন্তু পৃষ্ঠের গলে যাওয়া এড়াতে 60°C এর বেশি হওয়া উচিত নয়।
UV কালির জন্য - নিশ্চিত করুন যে UV ল্যাম্পের আউটপুট কালির বর্ণালী প্রয়োজনীয়তার সাথে মেলে (সাধারণত 395 nm বা 365 nm)। একটি ঘষা পরীক্ষা দিয়ে নিরাময় পরীক্ষা করুন: প্রিন্ট করার পরে, একটি শক্ত জায়গা জুড়ে একটি সাদা সুতির কাপড় শক্তভাবে ঘষুন। যেকোনো রঙের স্থানান্তর আন্ডার-কিউরিং নির্দেশ করে।
ল্যাটেক্স কালির জন্য - প্রস্তুতকারকের প্রস্তাবিত ড্রায়ার তাপমাত্রা (সাধারণত 45-70 ডিগ্রি সেলসিয়াস) অনুসরণ করুন এবং হিটারটি সম্পূর্ণ প্লেটেন প্রস্থ জুড়ে রয়েছে তা নিশ্চিত করুন। ঠাণ্ডা দাগগুলি নিরাময় না হওয়া দাগ তৈরি করে যা দাগ ফেলে।
হ্যান্ডলিং এবং পোস্ট-প্রসেসিং
এমনকি একটি নিখুঁতভাবে মুদ্রিত ব্যানার সমাপ্তির সময় দাগ কাটতে পারে। মুদ্রণের পরে, যদি তাপ ব্যবহার করা হয় তবে পিভিসি টারপলিনকে পুরোপুরি ঠান্ডা হতে দিন। উষ্ণ ফাঁদ দ্রাবক এবং অফসেট স্মাডিং (উপরের শীট পিছনে কালি স্থানান্তরিত) কারণ প্রিন্ট স্ট্যাকিং.
লেমিনেটিং বা হেমিং করার সময়, আউটগ্যাসে দ্রাবক কালির জন্য কমপক্ষে 24 ঘন্টা অপেক্ষা করুন। দ্রাবকগুলিতে অকাল স্তরিতকরণ সীলমোহর, প্রিন্টটিকে স্থায়ীভাবে শক্ত করে। নিবন্ধন চিহ্নের জন্য লো-ট্যাক মাস্কিং টেপ ব্যবহার করুন; স্ট্যান্ডার্ড মাস্কিং টেপ অপরিশোধিত কালি তুলতে পারে।
স্টোরেজের জন্য, রিলিজ লাইনার বা ক্রাফ্ট পেপার সহ ইন্টারলিভ প্রিন্টেড পিভিসি টারপলিন যদি রোলগুলিকে অবশ্যই স্ট্যাক করা উচিত। প্রিন্ট করা পাশটি বাইরের দিকে মুখ করে কখনোই প্রিন্ট রোল করবেন না - পৃষ্ঠকে রক্ষা করার জন্য সর্বদা প্রিন্ট করা পাশটি ভিতরের দিকে ঘুরিয়ে দিন।
পিভিসি টারপলিন নির্মাতাদের সাথে কাজ করা
সামঞ্জস্যপূর্ণ ফলাফল ধারাবাহিক কাঁচামাল দিয়ে শুরু হয়। নির্ভরযোগ্য পিভিসি টারপলিন নির্মাতারা বিশদ প্রযুক্তিগত ডেটা শীট সরবরাহ করে যা পৃষ্ঠের চিকিত্সার স্তর, প্লাস্টিকাইজার প্রকার এবং প্রস্তাবিত কালি পরিবারগুলি নির্দিষ্ট করে। উপাদান সোর্স করার সময়, নিম্নলিখিত তথ্যের জন্য অনুরোধ করুন:
- মুদ্রণযোগ্য পাশের ডাইন স্তর (দ্রাবক কালির জন্য সর্বনিম্ন 42 ডাইন/সেমি, UV/ ল্যাটেক্সের জন্য 48 ডাইন/সেমি)
- প্লাস্টিকাইজার শ্রেণীবিভাগ (যেমন, phthalate বনাম নন-phthalate - নন-phthalate প্রকারগুলি কম স্থানান্তরিত হয়)
- সর্বোচ্চ তাপ সহনশীলতা (ক্ষীর এবং শুকানোর জন্য গুরুত্বপূর্ণ)
স্বনামধন্য পিভিসি টারপলিন নির্মাতারা প্রায়ই প্রি-ট্রিটেড বা "প্রিন্ট-রেডি" গ্রেড অফার করে। এইগুলির একটি উচ্চতর পৃষ্ঠ শক্তি এবং একটি সামান্য ম্যাট ফিনিশ আছে, যা কালি গ্রিপ উন্নত করে। উচ্চ-রেজোলিউশনের কাজের জন্য চকচকে টারপলিন এড়িয়ে চলুন যদি না আপনার কাছে করোনা চিকিৎসাকারী থাকে।
সরবরাহকারীদের সাথে সম্পর্ক তৈরি করা সমস্যা সমাধানে সহায়তা করে। যদি স্মাডিং শুধুমাত্র নির্দিষ্ট ব্যাচে প্রদর্শিত হয়, তাহলে সমস্যাটি প্রস্তুতকারকের আবরণ গঠনে পরিবর্তন হতে পারে। বড় উত্পাদন চালানোর আগে ব্যাচ নমুনা জন্য জিজ্ঞাসা করুন.
সাধারণ স্মুডিং পরিস্থিতি এবং সমাধান
| সমস্যা | সম্ভবত কারণ | সমাধান |
|---|---|---|
| মুদ্রণের পর অবিলম্বে কালি smears | পাস প্রতি অত্যধিক কালি; অপর্যাপ্ত শুকানোর | কালি সীমা হ্রাস; ইন্টার-পাস শুকানোর সক্ষম করুন |
| রোলার অধীনে smudging | অসম্পূর্ণ নিরাময়; চটচটে পৃষ্ঠ | নিরাময় তাপমাত্রা বা বাতি শক্তি বৃদ্ধি |
| বিলম্বিত দাগ (1 সপ্তাহ পরে) | প্লাস্টিকাইজার মাইগ্রেশন | ইউভি কালি বা কম-মাইগ্রেশন দ্রাবক কালিতে স্যুইচ করুন; কম-প্লাস্টিকাইজার গ্রেডের জন্য পিভিসি টারপলিন নির্মাতাদের জিজ্ঞাসা করুন |
| সূক্ষ্ম পাঠ্য ঝাপসা | নিম্ন পৃষ্ঠ শক্তি | করোনা চিকিৎসা বা অ্যালকোহল ওয়াইপ |
| ভাঁজ করা হলে কালি ঝরে যায় | কম নিরাময় বা ভুল কালি টাইপ | নিরাময়ের সময় বাড়ান; কালি সামঞ্জস্য পরীক্ষা করুন |
স্মাজ-মুক্ত উচ্চ-রেজোলিউশন প্রিন্টের জন্য চূড়ান্ত চেকলিস্ট
সংক্ষিপ্ত করার জন্য, প্রতিবার আপনি পিভিসি টারপলিনে মুদ্রণ করার সময় এই ক্রমটি অনুসরণ করুন:
উপাদান পরিদর্শন করুন - ডাইন স্তর পরীক্ষা করুন বা একটি জল বিরতি পরীক্ষা করুন (জল গুটিকা করা উচিত নয়)।
পৃষ্ঠ পরিষ্কার বা চিকিত্সা - আইসোপ্রোপাইল অ্যালকোহল বা করোনা চিকিৎসা ব্যবহার করুন।
সঠিক কালি নির্বাচন করুন - সূক্ষ্ম বিবরণের জন্য UV-নিরাময়যোগ্য সবচেয়ে নিরাপদ; সঠিকভাবে শুকিয়ে গেলে দ্রাবক কাজ করে।
প্রিন্টার পরামিতি সেট করুন - কম কালি ভলিউম, উপযুক্ত পাস, ইন্টার-পাস শুকানো।
পুঙ্খানুপুঙ্খভাবে নিরাময় - কালির প্রকারের সাথে সময় এবং তাপমাত্রা মেলে; ঘষা বা টেপ টান সঙ্গে পরীক্ষা.
ঠাণ্ডা করুন এবং আলতো করে হ্যান্ডেল করুন - সম্পূর্ণরূপে ঠাণ্ডা এবং আউটগ্যাস না হওয়া পর্যন্ত কোনও স্ট্যাকিং বা ঘূর্ণায়মান নয়।
বুদ্ধিমানের সাথে উৎস - অভিজ্ঞ পিভিসি টারপলিন নির্মাতাদের সাথে কাজ করুন যারা পৃষ্ঠের বৈশিষ্ট্যগুলি নথিভুক্ত করতে পারে।
উপসংহার
ধোঁয়া ছাড়াই পিভিসি টারপলিনে উচ্চ-রেজোলিউশনের প্রিন্টগুলি অর্জন করা ভাগ্যের বিষয় নয় - এটি পৃষ্ঠের প্রস্তুতি, সঠিক কালি রসায়ন, সুনির্দিষ্ট নিরাময় এবং স্মার্ট হ্যান্ডলিং এর উপর ভিত্তি করে একটি পুনরাবৃত্তিযোগ্য প্রক্রিয়া। পিভিসি টারপলিনের অনন্য বৈশিষ্ট্যগুলিকে সম্মান করে এবং উপরে বর্ণিত কৌশলগুলি প্রয়োগ করে, যে কোনও প্রিন্ট শপ ফটোগ্রাফিক তীক্ষ্ণতা এবং দীর্ঘমেয়াদী স্থায়িত্ব সহ আউটডোর ব্যানার এবং সাইনেজ তৈরি করতে পারে। মূল বিষয় হল উপাদানটিকে কাগজ হিসাবে নয়, একটি প্রকৌশলী স্তর হিসাবে বিবেচনা করা যা নিয়ন্ত্রিত শক্তি ইনপুট এবং রাসায়নিক সামঞ্জস্যের অনুমানযোগ্যভাবে প্রতিক্রিয়া জানায়। সন্দেহ হলে, সর্বদা সম্পূর্ণ উৎপাদনের আগে PVC টারপলিন নির্মাতাদের থেকে নতুন ব্যাচের উপাদান পরীক্ষা করুন এবং প্রতিটি পণ্যের প্রকারের জন্য সফল প্যারামিটার সেটের রেকর্ড রাখুন।